 13034552599
13034552599




鍍鋅螺旋風管熱熔焊接步驟及質(zhì)量標準
瀏覽: |
2023-02-03 14:46
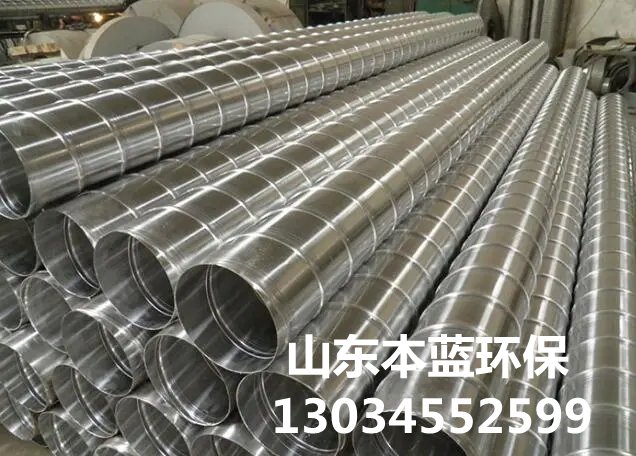
鍍鋅螺旋風管熱熔焊接步驟及質(zhì)量標準
鍍鋅螺旋風管道熱熔焊接操作主要分下料、預熱、對口、加熱、熔接冷卻檢查,鍍鋅螺旋風管下料用專用割刀按要求尺度切開管道。預熱用液壓調(diào)節(jié)閥將預熱壓力調(diào)節(jié)到焊接要求壓力。熱熔溫度一般設(shè)定在195℃~205℃之間。對口挑選適當?shù)哪>撸冒馐謱⑷劢庸芏喂潭ㄔ诓僮髌脚_上;液壓操作桿推進到***,將兩管段對口,目測兩焊接面接縫,要到達接縫無明顯缺口,然后清潔焊接面。
鍍鋅螺旋風管加熱取到達要求溫度的加熱板,放在操作架上,一邊靠在焊接面的一面,推進液壓夾具,使壓力到達要求的熔接壓力,當焊接面熱熔翻邊到達1mm時,松開加熱卸壓閥,卸去加熱壓力,等待到達焊接面熱熔對接的要求。熔接后進行冷卻并進行檢查。鍍鋅螺旋風管是對普通PP料進行β改性,使其具有均勻細膩的Beta晶型結(jié)構(gòu),具有 ***的耐化學腐蝕性,耐磨損,***緣性***,耐高溫,工作溫度可到達100℃,無毒性,質(zhì)量輕,便于運輸與裝置,這是一種比PP管耐高溫、抗腐蝕、抗老化的***質(zhì)量產(chǎn)品。
鍍鋅螺旋風管作為一種性能***的工程塑料,超高分子量聚乙烯在發(fā)展前期,主要是應用在紡織、造紙、食品等工業(yè)部門,跟著技術(shù)不斷前進,可以用不同加工辦法生產(chǎn)各種各樣的制品,因而應用***域不斷擴展。現(xiàn)在的塑料板材職業(yè)應加速工業(yè)結(jié)構(gòu)調(diào)整,加速現(xiàn)代企業(yè)制度建設(shè);要加倍重視人力資源開發(fā),提高全職業(yè)整體素質(zhì);要依托科技前進,加速工業(yè)升級和技術(shù)創(chuàng)新;要不斷調(diào)整產(chǎn)品結(jié)構(gòu),提高裝備技術(shù)水平。
鍍鋅螺旋風管焊接溫度的斷定要考慮材料的性質(zhì)和接頭的質(zhì)量,加熱東西溫度應在材料的熔融溫度(有些結(jié)晶性塑料)或材料粘流態(tài)轉(zhuǎn)化溫度之上。由于只需在這種情況下,塑料發(fā)作熔融活動,塑料***分子擦能相互分散和環(huán)繞。通常來說,跟著東西溫度的前進,接頭的強度就開端前進而到達高。實驗證明,HDPE在低于180度時,即便在消融時刻適當長的情況下,也不可能獲得質(zhì)量***的接頭。溫度的上限受制于材料布局的改動和焊縫形狀變劣。
保設(shè)備科技有限公司")